Mungitura meccanica
di Mauro Codeluppi
La guaina
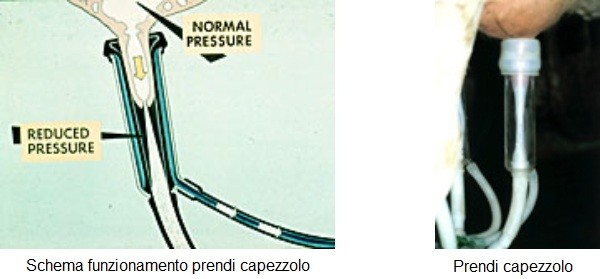
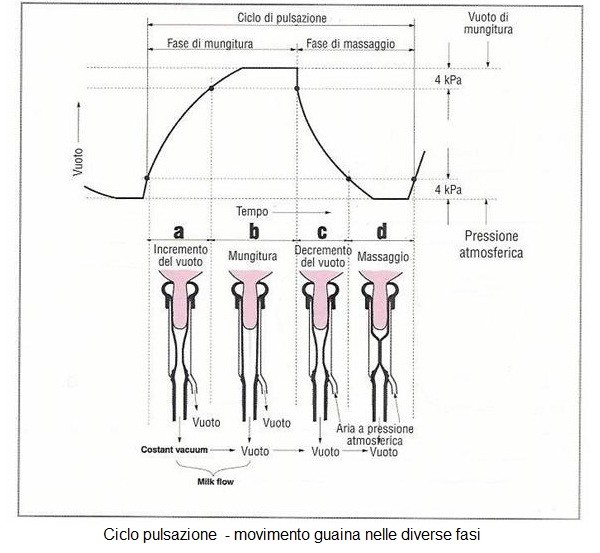
Con la mungitura meccanica, il contatto tra macchina mungitrice e vacca avviene attraverso la guaina applicata al capezzolo. La guaina è un manicotto non rigido, installata su una parte rigida detta porta guaina formando il prendi capezzolo. Il collegamento dell’interno guaina al vuoto costante dell’impianto e all’esterno al pulsatore, che alterna aria a vuoto, la guaina, compie movimenti ciclici imitando la poppata del vitello, o la mano del mungitore. Semplificando, si alterna depressione (vuoto) a pressione atmosferica sulla punta del capezzolo. La presenza della depressione (vuoto) sotto il capezzolo è la fase di mungitura dove fuoriesce il latte dallo sfintere del capezzolo. La presenza di aria atmosferica fatta arrivare dal pulsatore, all’estero della guaina (detta camera di pulsazione), per differenza di pressioni, le pareti di gomma della guaina, si avvicinano fino al contatto, chiudendo e interrompendo la depressione (vuoto) sotto la punta del capezzolo, così da interrompere l’aspirazione, di conseguenza la mungitura. Questa fase, permette la circolazione normale sanguigna sui tessuti del capezzolo, contrastare l’iperemia conseguente all’azione del vuoto sui tessuti viventi, circoscrivere il vuoto in una zona il più possibile limitata, ma che consenta ugualmente una rapida mungitura e il riempimento di latte della cisterna per la successiva fase di mungitura. Diventa comprensibile per attuare correttamente la mungitura è senza alcun’ombra di dubbio, importante evitare stress e sofferenza alle mammelle delle vacche, in particolare ai capezzoli. Il funzionamento e il comportamento della guaina e del pulsatore che ne gestisce il movimento, diventa, perciò, la parte più importante dell’impianto di mungitura.
Infatti, è la guaina che permette a un sistema meccanico non flessibile (rigido) di adattarsi alle diversissime forme dei capezzoli e di mammelle. La presenza di cellule nel latte, casi infiammatori (mastite) alle mammelle (da mungitura), ipercheratosi, condizioni dei capezzoli, flussi emissione latte anomali, nella maggior parte dei casi sono dovuti a un funzionamento non corretto delle guaine. La guaina deve essere prodotta con materiali tali da non cedere al latte sostanze nocive all’uomo e gli animali.
Durante la fase di massaggio, il volume del capezzolo è ridotto di circa il 30% rispetto la fase di mungitura o aspirazione. Se l’apice del capezzolo (sfintere e canale striato) fosse sottoposto a un vuoto costante senza massaggio, si accumulerebbe del liquido costituito da sangue e linfa che provoca la congestione del capezzolo e di conseguenza la restrizione del canale. Di conseguenza il flusso di latte sarebbe ridotto, con alterazioni al canale striato, allo sfintere e fenomeni d’ipercheratosi. Secondo recenti acquisizioni nel campo della ricerca in merito al funzionamento delle guaine sono basilari che il massimo collassamento della guaina in fase di massaggio avvenga dai venticinque ai 35 mm sotto il capezzolo (Hammann).E’ importante quindi prestare tanta attenzione al corretto funzionamento delle guaine nei diversi impianti e allevamenti. E’ frequente trovare in stalle anche con un numero elevato di vacche in mungitura guaine di provenienza e caratteristiche sia fisiche sia chimiche sconosciute, su prendicapezzoli di diverse misure e forme. In questi allevamenti, in molti casi, esistono problemi sia sulla salute delle mammelle delle vacche che sulle caratteristiche qualitative del latte. Diventa difficile però, far comprendere a questi allevatori la differenza che esiste tra una guaina, studiata, progettata, provata e verificata in campo e una qualsiasi prodotta solo perché forse può costare qualche euro in meno. Guaine progettate correttamente, con materiali adeguati, installate su prendicapezzoli adatti dovrebbero evitare:
- caduta del gruppo di mungitura;
- arrampicamento della guaina in fase di sgocciolatura;
- fluttuazione di vuoto all’interno della guaina;
- schiacciamento del capezzolo e maltrattamento dello sfintere;
- strozzatura del capezzolo;
- inquinamento chimici, fisico, biologico del latte;
- sbilanciamento del gruppo sui quarti;
- necessità d’intervento manuale del gruppo nella fase di sgocciolatura.
Materiali e caratteristiche della guaina
La guaina è il punto di contatto tra la macchina mungitrice e il capezzolo della vacca. La forma, i diametri interni ed esterni, la lunghezza, la larghezza, i materiali vanno scelti in funzione dei caratteri morfologici delle mammelle presenti in allevamento intesi come: profondità, attacco anteriore e posteriore, posizione e dimensione dei capezzoli.
Le guaine con mescole dure, se sono caratterizzate da un bordo all’imboccatura spesso e rigido, da un diametro del corpo della guaina largo c’è la tendenza a minori scivolamenti, tende a provocare lesioni al tessuto del capezzolo. Nella scelta del tipo di guaina è importante il tipo d’impianto di mungitura. Utilizzare guaine con mescole molto morbide su macchine mungitrice a lattodotto alto o medio, i risultati non sempre sono positivi. In funzione del tipo di guaina (mescola morbida o dura) e forma, sugli impianti, a linea del latte alti o bassi si sceglie il vuoto adeguato. La guaina di gomma dura ha necessità di maggiore intensità di vuoto per collassarsi. Nella scelta delle guaine è importante prestare molta attenzione ai materiali. Se il materiale utilizzato è a struttura molecolare molto rigida, tra i diversi polimeri rimangono dei fori che permettono al grasso del latte di migrare attraverso le pareti della guaina nella camera di pulsazione. E’ possibile osservarlo solo con particolari lenti d’ingrandimento, ma gradatamente si apprezza odor di rancido del grasso. Le guaine prodotte con questi materiali hanno necessità di manutenzioni e cure particolari, in funzione della struttura molecolare, che ogni distributore dovrebbe indicare all’allevatore.
I materiali delle guaine devono resistere:
- alle alte temperature;
- ai prodotti acidi e alcalini, e ai disinfettanti;
- allo strappo;
- all’allungamento;
- al taglio.
L’impatto con il portaguaina e il tubo corto latte non devono portare al taglio.
Se in un allevamento, al maggior numero di vacche a parità di forma, le guaine, rallentano la prestazione della mungitura, significa che il materiale gommoso e i diametri non sono adeguati. Ogni tipo di guaina ha una corrispondente portaguaina con forme, diametri interni ed esterni, volumi e lunghezza e peso. La guaina sul portaguaina deve rimanere tesa (circa del 10% della lunghezza normale), deve avere spazio sufficiente per chiudersi in fase di massaggio, perciò facendo collassare totalmente il corpo della guaina a 75 mm dalla testa, la larghezza deve essere inferiore al diametro del portaguaina in quel punto. Se la larghezza della guaina collassata è uguale o maggiore, sta a indicare che non vi è adeguata fase di massaggio al capezzolo e costantemente rimane sottoposto al vuoto di mungitura. La forma della testa della guaina è molto importante; a testa bombata è più lenta a mungere, tende a lasciare meno latte di sgocciolatura, adatta allevamenti con animali con mammelle difformi, la testa piatta è veloce a mungere ma tende ad arrampicare in fase di sgocciolatura, adatta mammelle corrette morfologicamente e vacche giovani. La semibombata, si adatta al maggior numero di vacche. Il modo di funzionare della guaina è legato dalla forma dell’imboccatura e dai materiali utilizzati e come si comportano con il capezzolo. Valori che si adattano alla maggior parte delle nostre vacche vanno dai 20 mm ai 23 mm. Il diametro della guaina come la forma della testa (piatta o bombata) esige lunghezza del corpo della guaina più o meno lungo. Una guaina con testa diametro 20 mm non dovrebbe superare una lunghezza superiore a 130 mm. Una guaina con diametro testa 21 – 22 mm dovrebbe avere una lunghezza non inferiore a 135 mm. Per guaine di 23 – 24 mm oltre 140 mm. La maggior parte dei produttori di guaine e gruppi prendicapezzoli tende a produrre guaine con il corpo più corto. Per avere ottimi risultati è necessario avere mammelle e capezzoli uniformi e corretti. Il processo di produzione delle guaine è abbastanza complesso. I diversi elementi devono essere miscelati in modo da formare un composto elastico uniforme e quindi vulcanizzato mediante iniezione sotto pressione in uno stampo a temperature superiori a 175°C. Le caratteristiche delle guaine, oltre che dagli elementi dipendono dalla temperatura e dal tempo di vulcanizzazione. Devono essere confezionate in condizioni di assoluta pulizia in modo da proteggerle da contaminazioni, da deformazioni durante il trasporto e il magazzino. Sarebbe auspicabile che sulle confezioni delle guaine fosse riportata la data di fabbricazione e di scadenza alla resistenza all’invecchiamento dei materiali chimici presenti nel composto gomma.
Le guaine come il materiale di gomma e PVC utilizzato per impianti di mungitura va contatto con il latte, diventa indispensabile l’idoneità per il contatto con alimenti.
La manutenzione alle guaine
Le guaine hanno un ruolo preponderante nella trasmissione dei germi patogeni alla mammella. Per ridurre i rischi esse devono essere innanzitutto in buone condizioni. Una guaina dalla superficie ruvida o screpolata aumenta notevolmente i rischi di contagio. Le guaine, oltre ai componenti del latte, sono a contatto con i prodotti detergenti, i disinfettanti, gli acidi, il calore, lo ossigeno, l’ozono, la luce, che tendono a velocizzarne l’usura, creando delle micro fessure sulle superfici e fargli perdere elasticità. Le guaine si aprono e chiudono sessanta volte in un minuto pari a 3600 volte ora. Tutto questo porta a un logorio notevole.
A ogni mungitura la testa delle guaine deve essere igienizzato manualmente da parte del mungitore. La sostituzione delle guaine, ma anche degli altri tubi o raccordi di gomma, dovrebbe essere eseguita con la seguente tecnica. Dopo aver smontato le vecchie guaine, si preparano alcuni recipienti con acqua calda per eseguire un’accurata pulizia disinfezione e risciacquo della porta guaina e si lasciano asciugare per alcuni minuti. Negli stessi recipienti ma con acqua pulita e calda almeno a 65°C s’immergono le nuove guaine e si lasciano per almeno dieci minuti. Si estraggono ancora calde si asciugano, e immediatamente s’installano sulla porta guaina, avendo l’accortezza di assicurarsi il corretto allineamento tra la testa, il tubo corto del latte, di pulsazione e la giusta tensione. La possibilità di poter installare sia le guaine sia i tubi di gomma e plastica provenienti da acqua a temperatura superiore a 65°C permette di installarli correttamente, senza che si attorciglino creando tensioni negative sulla mammella. I tubetti corti del latte inseriti nei nippli del collettore, come i tubi corti di pulsazione, non devono creare forze negative sul prendicapezzoli e di conseguenza sul capezzolo della bovina. La durata delle guaine di gomma nitrilica è di 2500 mungiture (s’intende il numero di vacche munte da ogni set di guaine), o di sei mesi di utilizzo.
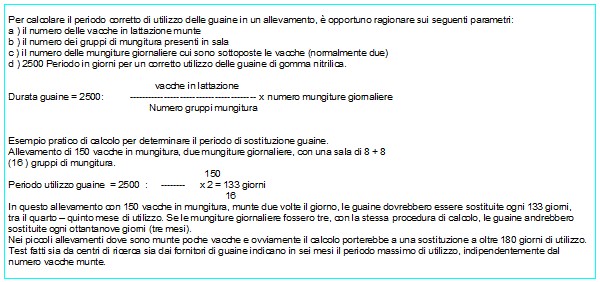
I gruppi di mungitura presenti in sala parto, infermeria eccetera, che mungono poche vacche, le guaine devono essere ugualmente sostituite ogni sei mesi. In alcuni allevamenti sono installate guaine al silicone. I fornitori affermano che possono essere utilizzate per periodi maggiori (5000 mungiture). A oggi, non ci sono ricerche scientifiche che confermano queste indicazioni. Gli allevamenti con guaine di questi materiali devono farsi fornire dal fornitore le corrette procedure di pulizia e manutenzione.
Le guaine devono essere deterse e disinfettate a ogni fine mungitura, con soluzioni contenenti componenti che ne impediscano la corrosione. Nell’intervallo tra le mungitura devono rimanere all’asciutto. Prima dell’inizio della mungitura è opportuno verificare la linearità della testa con il tubo corto latte (non sia girata) e che sia nella giusta tensione. La “testa“ della guaina può deformarsi a “bocca di pesce”, il corpo diventa ovale, compromette la mungitura, immediatamente deve essere sostituita. Se il cambio guaine è ritardato, e iniziano problemi di cellule nel latte e mastiti, il problema continuerà per diverso tempo, anche con le guaine nuove. Meglio anticipare il cambio piuttosto che incappare in problemi sul latte e sulle mammelle.
Mauro Codeluppi, formatosi presso qualificati Istituti della Facoltà di Agraria di Milano, è stato occupato per decenni nell’assistenza tecnica agli allevatori di vacche da latte sulle problematiche gestionali. E’ uno specialista nella prevenzione di casi infiammatori alle mammelle e nelle corrette tecniche per la produzione di latte di alta qualità.
E-mail: mauro.code@alice.it
 | Zootecnia biologica I prodotti dell’agricoltura biologica stanno riscuotendo un forte interesse da parte del consumatore e gli allevatori di bovini si interrogano sulla possibilità di produrre carne e latte che possa fregiarsi dell’appellativo “biologico”. |